Full chapter text (extracted from the original PDF)
Verbatim text extracted from the original chapter PDF (1940–). The original catalog is in English; spec tables may render imperfectly — the PDF remains the authoritative source.
BALLS & CYLPEBS
with high chromium content
The media are manufactured in special Wreequiarreedacbolmeptoosistuipopnlsy the following most often
MAXI-RESIST alloys, the most current containing austenitic steel with 12/14%
c1o2nt%encth.romium, the rest have a higher chromium and 16/18% MN content.
The hardness of these media is at present
determined at Rockwell C 60 for balls of a diameter CR 26% Ni 9%
� - 450
of 60 mm upwards and at Rockwell C 63 for smaller
CR 25% Ni 12%
diameter balis and cylpebs, the stresses to which
they are submitted varying according to their wieght. CR 25% Ni 20%
The hardness is even throughout the mass, and
corresponds to about 650/700 Brinell CR 15% Ni 35%
ROLLED FORGED
STEEL BALLS STEEL BALLS
In. 1965 we introduced ROLLED STEEL For sizes 2%in (60mm) and over, where
GRINDING BALLS in the size range lin to
2in (25mm to 50mm). They are produced by a grinding is by impact rather than abrasion,
new process where the ball is roiled direct we offer balls forged by traditional methods.
from bar, followed by in line heat treatment This means that manufacture can be from
giving a uniform hardness throughout. billet rather than rolled bar, allowing prices
to be maintained at a very competitive level.
This process has great technical advantages
over conventional forging methods, the most | Average Surface
important being the continuous grain flow Size Approx. No. per | Area
produced by rolling compared with the some- (in. dia.) Weight | ton in
what uneven effect of hammer forging. This | | (2.240 lbs.) sq. in.
type of ball has proved so successful that 6 | :
further rolling equipment has recently been | 69 113.00
BY
commissioned. | 32 Ib. || 102 !| 85.15
We can now supply ROLLED BALLS in two | 221b. 78.50
qualities, i.e. from .7/.9% carbon steel giving Ay
a final hardness figure of 600 BHN and from | 18% Ib. | 121. |~ 63.65
.6/1% carbon steel with a minimum 4 | 165 |--s-
hardness of 350 BHN and in sizes from |i 13% Ib. �50.30
3% || 9% |b. 233 |
12mm up to 50mm. || ||| 350 |, 38.50
~ Wyoeurcsapnecailfsiocastiuopnpsl.y high chrome steel balls. Send us 6% Ib.
3 | Abb. | 560 | 28.27
;
Vy | Ib. | 972 | 19.64
2%
:
1866 | 12.57
2 1% Ib. 4480 | 7.07
Vv | 8 oz.
1% Ar oz. 7500 | 5.00
1 2 oz. 14900 3.14
3% 1 oz. 35840 1.77
SLUGOIDS HELIPEBS
CYLPEBS
REGD. Nos. 3291317470553
The success which SLUGOIDS has attained For many years now "`Helipebs'' have remained the
could not have been foreseen when they considered choice of the expert in fine cement
were first put to use, but we are proud of the production.
fact that today we supply them in large
quantities in this country and overseas.
This company was the first to introduce steel "Helipebs'' are made from round- or square-section
cylindrical grinding media of equal length
with diameter. steel wire coiled spirally. A special hardening
process gives them the maximum resistance to
SLUGOIDS were introduced to meet the abrasion. The reduction in bulk weight given by using
needs of one of our oldest customers as an
alternative to steel balls in the smaller sizes. these hollow-centred media makes it possible to
charge the mill to a working level of 40%. This alone
Being equi-dimensional, SLUGOIDS in use ensures greater efficiency for less power
have the action of balls -- in contrast to the
performance of the original CYLPEB. consumption.
SLUGOIDS are manufactured in all sizes In action, the grinding surfaces of ``Helipebs'' are
from Yin x Yin (12mm x 12mm) to 1%in x continually in contact with the material under
Tin (30mm x 30mm). process, some of which is carried through the
media's hollow centres and_ redistributed among
For works where CYLPEBS are still used, we them. Obviously this increase in the abrasive area
can supply these in diameters from `Win will grind the material more evenly in less time.
(12mm) up to 1%in (30mm) made to any "Helipebs" are not cheap; you would not expect to
required length. buy a pedigree article at bargain prices; but their
initial cost is repaid in better results. Tests made by
Both SLUGOIDS and CYLPEBS. are some users have shown output increased by as much
as 50%, with improved fineness of the finished
manufactured from special carbon/manganese product.
steel of our own proved analysis and heat
treated by a unique method which imparts a
high degree of uniformity throughout with a
Standard Brinell figure of approximately 500.
J
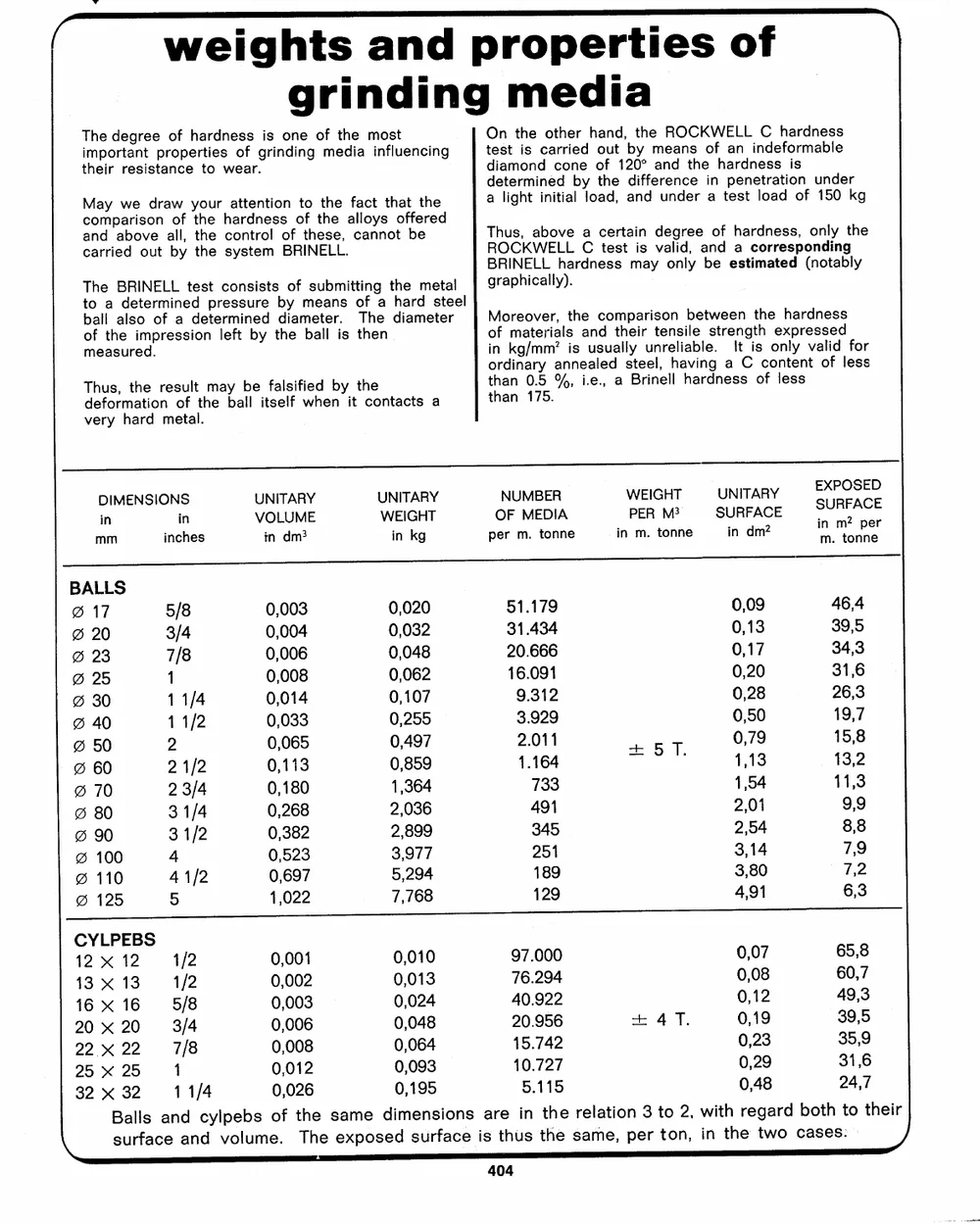
weights and properties of : |
grinding media
other hoaofnudt,12b0ty�hemaenRadOnCsthKeoWfhEaaLrnLdnienCsdsehfaoisrrdmnaebsles
tTihmhepeiorrdteragenrsteiseptraoonfpceehrattiroedsnweeosafrs.girsinodnieng of the mionsftluencing On the carried
media test is
diamond cone
adetliegrhmtiinneitdialbylotadh,e adnifdfeurnednceer ian tpeesntetlroaatdioonf u1n5d0erkg
May we draw your attention to the fact that the
alolf, tthhee hcsoaynrstdtrneoemlssoBfRoIftNhEetLsheeL,.acllaonynsotofbfeered
caonmdpaarbiosvoen by the TRhOusC,KWabEoLvLeCa cteersttaiins dvaelgird,eeanodf haarcdonrersess,poonndliyngthe
carried out
BRINELL hardness may only be estimated (notably
The BRINELL test consists of submitting the metal
tobmoafelaltashuaedrleseitodme.prormfeisnaseiddoentperlreemfstisnubreyed tbdhiyeammbeaetlaelrn.sis otTfhheean dhiaarmdetsetreel graphically).
otoMinfhroadrknimenagota/0ver.mery5mri,?a%aln,stinsheeaia.unels.cd,euodamtalhplseayBtirrereiiulnnst,ereolenlnlhsiaiahvlbbaeielrnetdgs.wntereaeesInntsCgtitoshhcfeooennlxthelpesaynsrrtedvsanloseifesddslfeosrs
Thus, the result may be falsified by the a than 175.
deformation of the ball itself when it contacts
very hard metal.
mDinmIMENSIOinNciSnhes VUNiOnILTdUAmMR?EY WUENiIInTGkAHgRTY pOeNrFUmMM.BEtDEoIRnAne inWPEmE.IRGtMHonT?ne SUUNinRIFTdAAmR?CYE ISM oattPoRnnOee.
BALLS 5/8 0,003 0,020 51.179 0,09 46,4
@ 17 3/4 0,004 0,032 31.434 39,5
� 20 0,006 0,048 20.666 0,13 34,3
@ 23 7/8 0,17
�@ 3250 11 1/4 00,,001048 000,,,012065725 1693...039912129 00,,2208 321169,,,637
@ 40 11/2 0,033 0,497 2.011 0,50 15,8
@ 50 2 0,065 0,859 1.164 +5T 0,79 13,2
@ 60 21/2 0,113 21,,033646 -, 1,13 119,93
@ 70 2 3/4 0,180 2,899 733 21,,0514 8,8
� 80 3311//42 0,268 3,977 491 7,9
@ 91000 4451/2 0001,,,,356082922372 57,,2/9648 345 2,04 67,,23
@@@ 110 211582199 343,,,918140
C2232111025236Y2LxxxxxxxXXPE22231110225326BS 3571111/////428218/4 0000000,,,,,,,000000000010021262386 0000000,,,,,,,000001011246993048453 9742117600505.......209977190254214022765 + 4 fT. 0000000,,,,,,,01012247982398 6650,,78
q Bsaulrlfsacaendandcylvpoelbusmeo.f tThhee seaxmpeosdeidmesnusrfiaocnes iasrtehuisn tthhee sraemlaet,iopne3r ttoon2,, winitthhreetgawrod 4333299514,,,,,39756
cbaostehs.to their ]
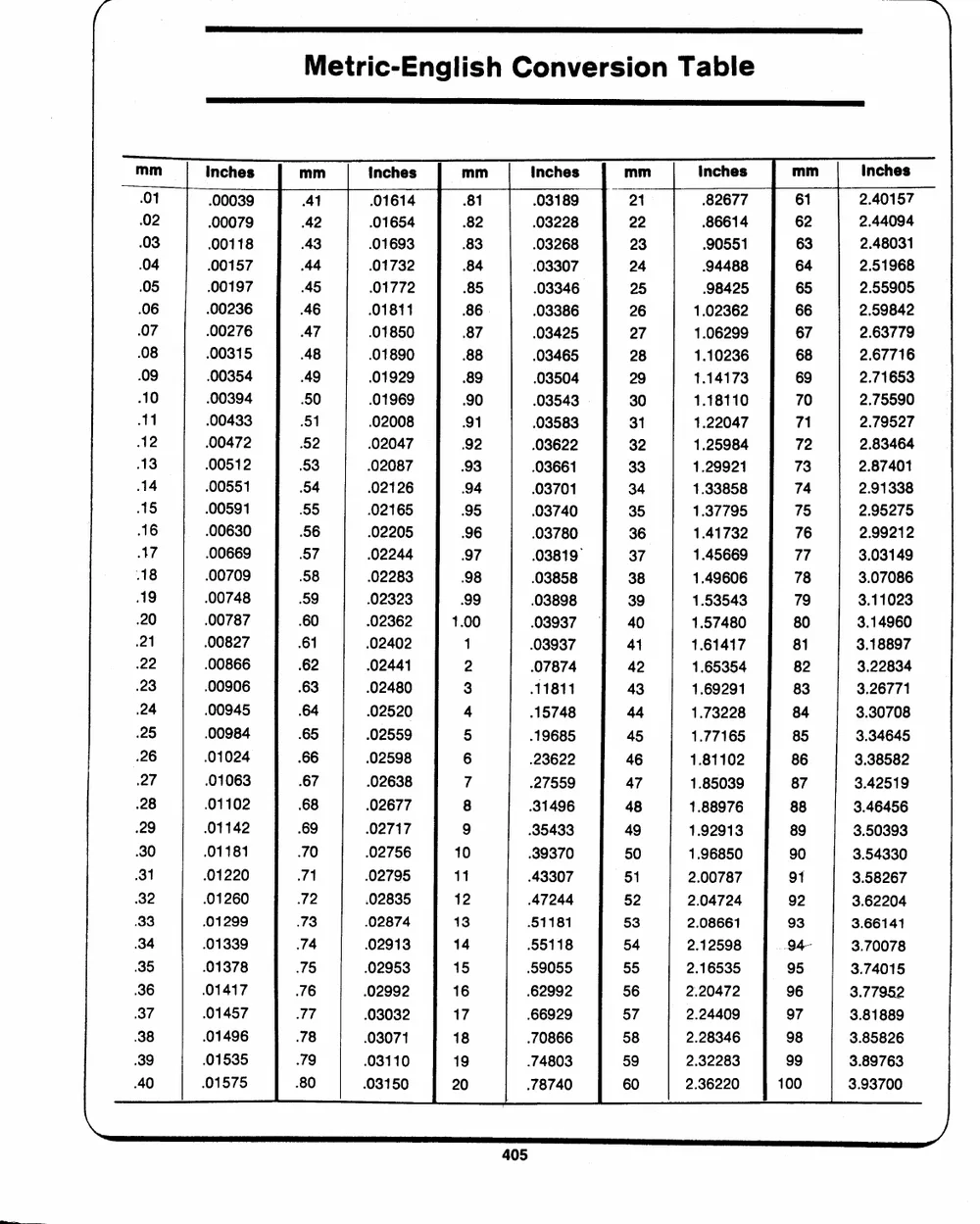
Metric-English Conversion Table
mm Inches mm inches mm Inches mm inches mm Inches
01 | 00039 41 01614 81 .03189 21 .82677 61 2.40157
02 .00079 42 .01654 82 03228 22 86614 62 2.44094
.03 .00118 .43 .01693 83 .03268 23 90551 63 2.48031
.04 .00157 44 01732 84 .03307 24 .94488 64 2.51968
05 .00197 45 01772 85 .03346 25 98425 65 2.55905
.06 .00236 .46 .01811 .86 .03386 26 1.02362 66 2.59842
.07 .00276 47 .01850 .87 03425 27 1.06299 67 2.63779
.08 .00315 .48 .01890 .88 .03465 28 1.10236 68 2.67716
.09 .00354 49 01929 89 03504 29 1.14173 69 2.71653
10 .00394 50 .01969 .90 03543 30 1.18110 70 2.75590
11 .00433 51 .02008 91 03583 31 1.22047 71 2.79527
12 .00472 52 .02047 92 .03622 32 1.25984 72 2.83464
13 00512 53 .02087 .93 .03661 33 1.29921 73 2.87401
14 .00551 54 02126 94 .03701 34 1.33858 74 2.91338
15 .00591 55 .02165 .95 .03740 35 1.37795 75 2.95275
16 .00630 56 02205 .96 .03780 36 1.41732 76 2.99212
17 .00669 57 02244 .97 03819 37 1.45669 77 3.03149
18 .00709 58 .02283 .98 .03858 38 1.49606 78 3.07086
19 .00748 59 .02323 .99 .03898 39 1.53543 79 3.11023
.20 .00787 .60 .02362 1.00 .03937 | 40 1.57480 80 3.14960
21 .00827 61 .02402 1 .03937 41 1.61417 81 3.18897
22 .00866 .62 02441 2 .07874 42 1.65354 82 3.22834
.23 .00906 .63 .02480 3 11811 43 1.69291 83 3.26771
24 .00945 .64 02520 4 1.73228 84 3.30708
.25 .00984 .65 02559 5 .15748 44 1.77165 85 3.34645
.26 01024
.27 .01063 .66 .02598 6 .19685 45 1.81102 86 3.38582
.67 .02638 7 1.85039 87 3.42519
.28 01102 .23622 46
.68 .02677 8 1.88976 88 3.46456
.29 01142 .27559 47
.30 .01181 .69 02717 9 1.92913 89 3.50393
.70 .02756 10 .31496 48 1.96850 90 3.54330
1 .01220
32 .01260 71 .02795 11 35433 49 2.00787 91 3.58267
33 .01299 72 02835 12 2.04724 92 3.62204
.34 01339 13 .02874 13 39370 50 2.08661 93 3.66141
35 .01378 74 02913 14 2.12598 .94- 3.70078
36 01417 75 .02953 15 .43307 51 2.16535 95 3.74015
76 02992 16 2.20472 96 3.77952
37 .01457 47244 52
77 .03032 17 2.24409 97 3.81889
.38 01496 51181 53
.39 01535 .78 .03071 18 2.28346 98 3.85826
.40 01575 .79 03110 19 55118 54 2.32283 99 3.89763
.80 .03150 20 2.36220 100 3.93700
59055 55
.62992 56
.66929 57
.70866 58
.74803 59
.78740 60
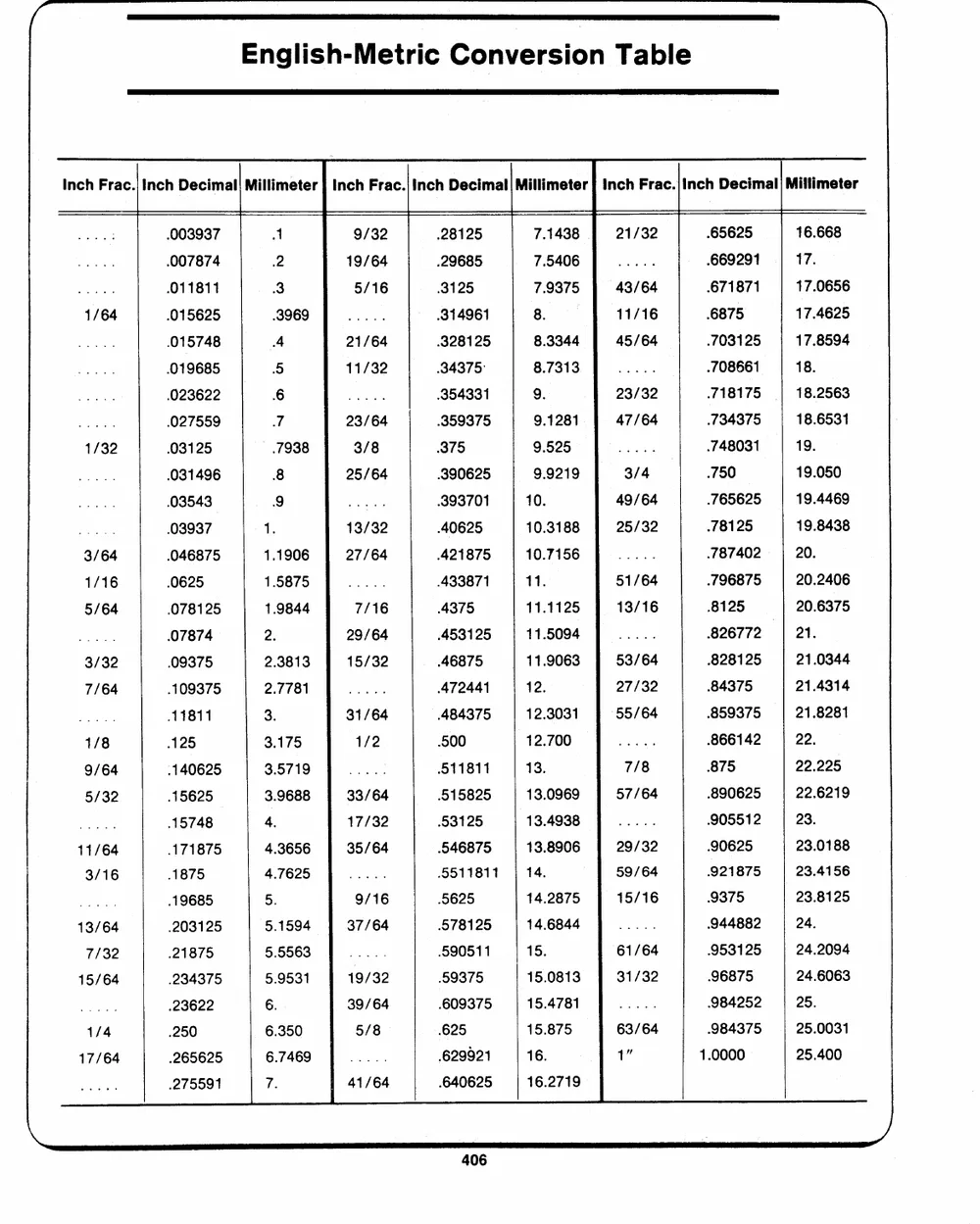
English-Metric Conversion Table
Inch Frac.| Inch Decimal! Millimeter| Inch Frac.|Inch Decimal| Millimeter] Inch Frac./inch Decimal Millimeter
re .003937 `1 9/32 28125 7.1438 | 21/32 .65625 16.668
ae 007874 2 19/64 .29685 7.5406 Leas .669291 17.
Lea .011811 3 5/16 3125 7.9375 43/64 .671871 17.0656
1/64 .015625 3969 J ..... 314961 8. 11/16 .6875 17.4625
Lees .015748 4 21/64 .328125 8.3344 45/64 .703125 17.8594
Lia .019685 5 11/32 .34375: 8.7313 Lee .708661 18.
Lee .023622 718175 18.2563
Lee. .027559 6 Lee 354331 9. 23/32 .734375 18.6531
1/32 03125 .748031 19.
Lowe .031496 aT 23/64 .359375 9.1281 47/64 .750 19.050
Lee 03543 .765625 19.4469
Loe. .03937 7938 3/8 375 9525 fF ..... .78125 19.8438
3/64 .046875 8 25/64 .390625 9.9219 3/4 .787402 20.
1/16 .0625 .796875 20.2406
5/64 078125 9 Lee 393701 10. 49/64 8125 20.6375
Loe .07874
3/32 09375 1. 13/32 .40625 10.3188 25/32 .826772 21.
7/64 .109375 828125 21.0344
Lee 11811 1.1906 27/64 .421875 10.7156 J ...... 84375 21.4314
1/8 125 859375 21.8281
9/64 .140625 1.5875 | ..... .433871 11. 51/64 .866142 22.
5/32 .15625 .4375 11.1125 13/16 875 22.225
Lee .15748 1.9844 7/16 .890625 22.6219
905512 23.
11/64 .171875 2. 29/64 .453125 11.5094 Lee .90625 23.0188
2.3813 15/32 .46875 | 11.9063 53/64 921875 23.4156
3/16 .1875 9375 23.8125
Lee .19685 2.7781 | ..... 472441 12. 27/32 944882 24.
13/64 .203125 484375 953125 24.2094
7/32 .21875 3. 31/64 .500 12.3031 55/64 .96875 24.6063
15/64 .234375 511811 984252 25.
Loe .23622 3.175 1/2 515825 12.700 | ..... 984375 25.0031
1/4 .250 53125
3.5719 | ..... 13. 7/8 1.0000 25.400
17/64 .265625 546875
3.9688 33/64 13.0969 57/64
Lee .275591 0511811
4. 17/32 5625 13.4938 Lees
578125
4.3656 35/64 590511 13.8906 29/32
.�9375
4.7625 | ..... .609375 14, 59/64
.625
5. 9/16 14.2875 15/16
629921
5.1594 37/64 14.6844 7 .....
.640625
5.5563 97 ..... 15. 61/64
5.9531 19/32 15.0813 31/32
6. 39/64 15.4781 Lee
6.350 5/8 15.875 63/64
6.7469 fF ..... 16. 1"
7. 41/64 16.2719